
1)咬边

咬边是一种危险性较大的外观缺陷。其主要原因是焊接热量太高,如焊接电流过大,焊条角度不当,运条速度不当等,使电弧将焊缝边缘熔化后没有得到熔敷金属的补充所留下的缺口。它不但减少焊缝的承压面积,而且在咬边根部往往形成较尖锐的缺口,造成应力集中,很容易形成应力腐蚀裂纹和应力集中裂纹。因此,对咬边有严格的限制。防止咬边的措施是电流大小要适当;运条要均匀;焊条角度要正确;焊接电弧要短些。
2)焊瘤
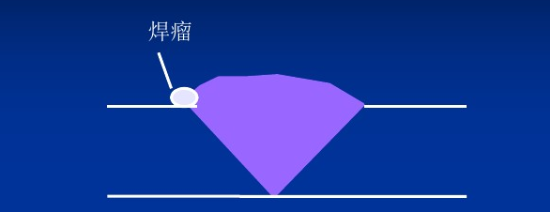
熔化金属流到加热不足的母材上形成了焊瘤,主要原因是焊接电流过大,焊接熔化过慢或焊条偏斜。
3)喷溅
比较严重的是那些无探伤要求的设备,直接原因是没按规定使用焊条。受潮或变质的焊条因水分或氧化物在焊接时分解产生大量气体,部分气体溶解在金属熔滴中,在电弧高温作用下,金属熔滴中的气体发生剧烈膨胀,使熔滴炸裂形成飞溅小滴散落在焊缝两侧。
4)未焊透
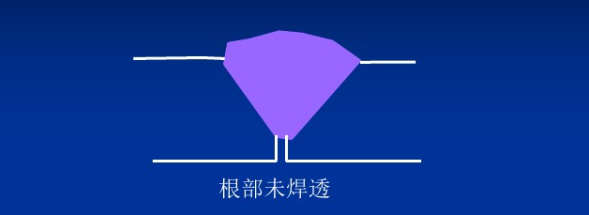
未焊透不仅影响焊缝的外观质量,而且影响焊缝的强度,此处也是焊件受力时的应力集中处,容易产生裂纹,直至断裂。产生未焊透的原因是焊接坡口开的不合理。
5)夹渣
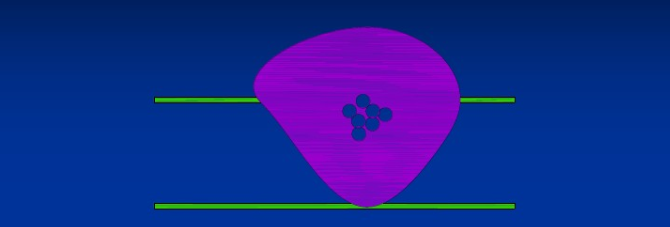
夹渣由于焊接电流过小或运条速度过快,金属熔池温度较低,液态金属和熔渣不易分开,或熔渣未来得及浮出熔池已开始凝固,有时也存在清根不彻底问题。夹渣处将成为应力集中。
防止的主要措施:彻底清除渣壳和坡口边缘的氧化物及多层焊道间的焊渣;正确运条,有规律地搅动熔池,促使熔渣与铁水分离;适当减慢焊接速度,增加焊接电流,以改善熔渣浮出条件;选择适宜的坡口角度。
网站内容来自网络,如有侵权请联系我们,立即删除!
Copyright © 扑面百科 琼ICP备2024039828号-19
